

产品介绍:
- 使用整台CNC机器模拟,完整拟真呈现
使用整机模拟系统,可确实认识机器按钮,
学生可透过控制器介面操作,来了解CNC机台的动作训练。
程式自动执行依据NC码解译,结合机床与刀具显示,
达成机台完整模拟动作效果

- 模组化按钮,创新智慧学习
拥有全球首创模组化群组按钮显示,让学习变得简单轻松。
模组化的设计,我们只将与模式有关的按键显现,
在AUTO自动模式,只显示[启动][停止][单节执行]等五个按键,
在MPG手轮模式,只显示[手轮][刻度调整]旋钮,让
学生在操作中,自然而然的就记住了,也具备了模组化群组的概念,
从此不用老师一再的提醒,要转这里要按那里。
- 一人一机,可以重复不断的练习
透过自动执行完整模拟程式切削过程,
可使用单节执行或暂停,检查程式执行细节,
更容易清楚了解程式内容,可放心的测试程式内容正确性,
完全不用担心铁屑喷溅烫伤,刀具崩坏等情况。
可直接在CNC控制器上做程式编辑、OFFSET刀长补正设定、CNC座标系设定、CNC程式切削自动操作......等各种设定。
重复练习到非常熟悉为止,扎实地打稳CNC操作基础。

- 3D车削模拟
(1) 可完整模拟由CAD / CAM转出或手工写作之CNC程式,事先检查程式刀具路径图,可减少刀具碰撞及测试切削时间。
(2) 拥有完整的切削指令及复合循环功能,在个人计算机内做好程式编辑,程式预演后再传输到机器上使用。
(3) 视窗中文操作显示,简单易学,最适合初学者使用。
- OFFSET刀长补正设定
可对刀具长度的校刀设定进行模拟,量测刀具得出刀长补正值,完成OFFSET刀具补正。
- 碰撞警告ALARM
当操作发生撞车时,控制器功能面板会产生撞车ALARM警报。
- 工件座标系设定
使用寻边器,配合手轮使用,量测工件在机床工作台上的XY位置,与材料的长宽尺寸,把坐标值输入到工件座标系 (G54-G59) 中,完成座标系设定。
产品规格:
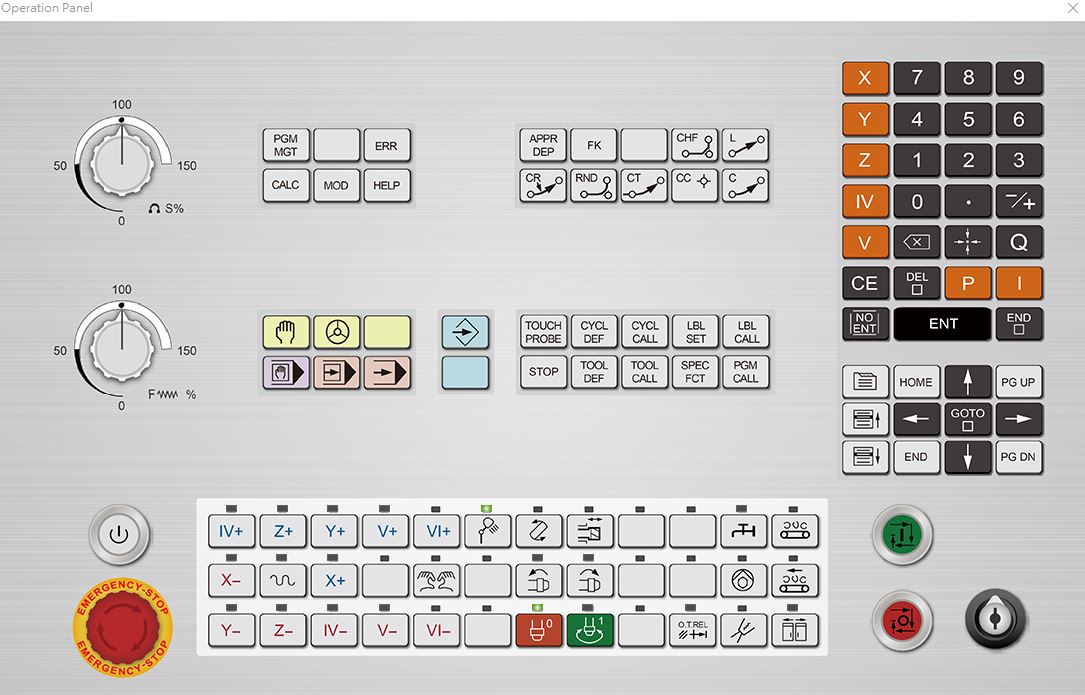
CNC控制器操作面板功能
- CNC控制器模拟Heidenhain TNC640 5轴
- 操作功能面板功能,依照实际Heidenhain TNC640 CNC控制器的功能键完整拟真设计。
(1) [AUTO]加工操作: 显示绝对座标与加工状态、区块扫描、Q INFO。
(2) [MDI]加工操作: 显示绝对座标与加工状态、引导式程式输入。
(3) [EDIT]程式编辑: 选择单节、切割单节、插入单节、复制单节、寻找、引导式程式输入。
(4) [TOOL TABLE]刀具表: 刀具资料设定与刀具补正。
(5) [DATUM MANAGEMEMT]工件座标系: 工件座标系设定与变更。
(6) [PGM]程式管理: 选择、复制、上次档案、删除、更名、新增
(7) [ERR]异警: 报警清单、报警记录。
- 模式选择钮功能选择
(1) [AUTO] 自动模式 - 程式自动执行。
单步模式 - 程式单步执行。
(2) [MDI] 指令输入 模式 - 参数设定与临时输入程式用。
(3) [MANUAL] 手轮模式 - 使用手轮移动。
快速移动模式 - 使用轴向键快速移动。
(4) [EDIT] 程式编辑模式 - 编辑修改程式内容。
- 进给速度调整旋钮。
- 启动[CYCLESTART]、暂停[HOLD]。
- 主轴正转、主轴反转、主轴停止。
- 程式保护锁、紧急停止钮、冷却液、安全门开/关。
- 按键式轴向按钮
[X+]、[X-]、[Y+]、[Y-]、[Z+]、[Z-]、
[IV+]、[IV-]、[V+]、[V-]、[RAPID]、解除碰撞按钮。
- 手轮、手轮速率钮、手轮轴向钮。
CNC机器操作面盘功能
- 模式选择钮功能选择
(1) [AUTO] 自动模式 - 程式自动执行。
单步模式 - 程式单步执行。
(2) [MDI] 指令输入模式 - 参数设定与临时输入程式用。
(3) [MANUAL] 手轮模式 - 使用手轮移动。
快速移动模式 - 使用轴向键快速移动。
(4) [EDIT] 程式编辑模式 - 编辑修改程式内容。
- 进给速度调整旋钮。
- 启动[CYCLESTART]、暂停[HOLD]。
- 主轴正转、主轴反转、主轴停止。
- 程式保护锁、紧急停止钮、冷却液、安全门开/关。
- 按键式轴向按钮
[X+]、[X-]、[Y+]、[Y-]、[Z+]、[Z-]、
[IV+]、[IV-]、[V+]、[V-]、[RAPID]、解除碰撞按钮。
- 手轮、手轮速率钮、手轮轴向钮。
CNC 铣床机器模拟
- 以3D实体建构,立式五轴铣削加工中心
包含机器床台、虎钳、Z轴校刀器、刀具、自动换刀机构ATC
行程: X轴 650 mm 、Y轴 550 mm 、Z轴 550 mm
快速移动: X轴 18 m/min、Y轴 18 m/min、Z轴 18 m/min、
A轴 24 rpm 、C轴 24 rpm
切削进给最高: X轴 6 m/min、Y轴 6 m/min、Z轴 6 m/min、
A轴 24 rpm 、C轴 24 rpm
- 依实机操作控制面盘,动态互动操作模拟整部CNC机器
- 碰撞侦测功能:刀具与材料,当刀具未转动时,与材料接触视为碰撞。
- 模拟速度调整: 100%、160%、250%、500%
- 工作台: 摇篮式旋转台(A轴+C轴)
- 工件外型与尺寸设定
(1) 长方体工件尺寸: 长度,最大值 = 230mm
宽度,最大值 = 200mm
高度,最大值 = 200mm
(2) 圆柱工件尺寸: 直径,最大值 = 120mm
长度,最大值 = 250mm
伸长量,最大值= 200mm
(3) 工件位置
- 铣床刀具设定
面铣刀、端铣刀、球型刀、圆鼻刀、倒角刀、寻边器、
定位钻、钻头、螺丝攻、铣牙刀、粗搪刀、精搪刀、快速钻
- 刀库装设: 刀具装设、修改、删除
- 标准视角: 上视(XY)、前视(ZX)、侧视(YZ)、立体(ISO)
- 常用缩放视角: 材料范围、床台范围、机械范围
- 自由操作视角: 平移、旋转、缩放
- 校刀操作功能: Z轴设定, 光电式长度校刀器功能
X轴Y轴设定, 光电式寻边器功能
CNC 5轴程式模拟
- 程式执行切削模拟包含3+2轴。
- 海德汉程式码机能:
(1) 运动指令: L C CR CT
(2) 暂停时间指令: CYCL DEF 9
(3) 平面选择指令: TOOL CALL X/Y/Z
(4) 刀具呼叫与定义指令: TOOL CALL,TOOL DEF
(5) 刀具半径补偿指令: R0 RR RL R+ R-
(6) 工件尺寸,英制/公制: MM INCH
(7) 工件尺寸,绝对/增量尺寸指令: IX_ IY_ IZ_...
(8) 支援钻孔回圈: CYCL DEF 200、CYCL DEF 203、CYCL DEF 205、CYCL DEF 240、CYCL DEF 241
(9) 支援攻牙回圈: CYCL DEF 206、CYCL DEF 207、CYCL DEF 209
(10) 支援铰孔搪孔回圈: CYCL DEF 201、CYCL DEF 202、CYCL DEF 204、CYCL DEF 208
(11) 工件原点偏移 CYCL DEF 7
(12) 工件原点设定 CYCL DEF 247
- M码辅助机能
(M00)程式停止 、(M03)主轴正转
(M01)选择性停止 、(M04)主轴反转
(M02)程式结束 、(M05)主轴停止
(M06)自动换刀
(M30)程式结束还原
(M91)在定位单节之内座标系参照到机器工件原点
(M92)在定位单节之内座标系参照到机械參考位置
(M99)单节式循环程式呼叫
(M116)角度轴向的进给速率,单位是mm/min
(M117)角度轴向的进给速率,单位是deg/min
(M126)在旋转轴上,以最短路径移动
(M127)指令与实际位置之间的差值移动
(M136)每转进给速率F,单位是mm/rev
(M137)每分进给速率F,单位是mm/ min